

The current manufacturing environment is evolving more rapidly than at any time in the past because of the requirements of efficiency, accuracy and agility. The manual processes used in the past are not effective anymore to support the modern production and supply chain requirements and customer demands. Herein lies the significance of coming up with software applications like ERP systems, quality control systems and predictive maintenance systems.
The operations of a single source of truth are planned, including inventory, procurement and resource management to supply using ERP software. The quality control software will ensure that the products are of compliance, detect defects at an early stage and quality output is not compromised. It has been demonstrated that predictive maintenance is indeed an effective application of the IoT sensors and AI algorithms to forecast equipment failures and reduce maintenance downtime and optimize it.
The combination of these solutions allows the manufacturers to streamline their activities, reduce their expenses, enhance the quality of their products, and become more efficient. The application of such software systems is no longer an option, particularly in large size factories and in specialized production units; it is not an option, but rather a mandatory move towards the competitiveness, operational excellence, and future development of the increasingly complicated and technologically dependent manufacturing environment.
Key Takeaways:
- ERP, quality control, and predictive maintenance software centralize the workflows, which eliminates mistakes and inefficiencies.
- Real-time analytics will give information on production, inventory, and maintenance, thereby allowing more intelligent resource management.
- Predictive maintenance can be used to detect problems with equipment before a failure has taken place, reducing unexpected downtime and the cost of repair.
- A quality control system helps to maintain compliance and uniformity of standards, which minimizes defects and improves customer satisfaction.
- Automation, minimization of errors, and effective allocation of resources reduce the cost of operation and maintenance.
- The modular and cloud-based solutions enable manufacturers to scale up operations and integrate new technologies without any problems.
- The selection of a seasoned software partner will guarantee successful implementation, adoption of the staff, and successful operations in the long term.
Manufacturing Software Market Growth & Metrics
The software production business is growing fast nowadays because the industries all over the world are going digital to make their working process smoother and more efficient. It is also becoming apparent that ERP, quality control, and predictive maintenance systems have become an indispensable tool in the modern-day factory and help the manufacturer to maximize production with minimal downtime and guarantee quality of the products.
Market growth indicators:
- The software market in the global manufacturing industry is expected to increase steadily because of the increased demand for automation, data intelligence, and IoT integration.
- The use of cloud-based ERP and predictive maintenance systems is gaining momentum due to its flexibility and scalability, reduced initial investment,s and accessibility remotely.
- The use of quality control software is also on the rise due to the compliance requirements by the regulatory bodies as well as the consistency of the product standards.
Measures and performance indicators:
- Manufacturers who have adopted ERP systems state that there is enhanced accuracy of inventory and minimized production bottlenecks.
- Unplanned downtime has been reduced by up to 20-30% using predictive maintenance tools.
- Data-based quality control enhances the rate of defects and customer satisfaction.
Benefits of Manufacturing Software
The creation of software provides meaningful gains in terms of operations, human resource management, and consumer satisfaction, which is why it is a successful investment in contemporary factories.
For Enterprise and Manufacturers
- Operational Efficiency: ERP systems consolidate the process of production planning, procurement, inventory, supply chain management, and minimize manual processes and enhance workflows.
- Cost Optimization: Automation will reduce errors, waste, and misallocate resources, leading to a lower cost of operation.
- Scalability: Cloud and modular software enable manufacturers to scale up production lines, add a new manufacturing plant or add new modules without significant investments in IT.
- Data-Driven Decisions: Data-driven decisions are made by obtaining real-time dashboards, which help to track machine performance, inventory status, and bottlenecks of the supply chain, and make proactive decisions.
For Employees & Teams
- Task Automation: Monotonous activities like inventory monitoring, scheduling and reporting are automated and the staff can concentrate on more valuable activities.
- Monitoring of Performance: Managers will be able to monitor measures of production and the use of machines, and the efficiency of the workforce with the help of intuitive dashboards.
- Skill Development: The staff is exposed to high-level software applications, artificial intelligence analytics, and predictive maintenance systems, which improve the knowledge of technical skills and the workflow.
For Customers & Clients
- High Quality of the Product: Quality control software guarantees adherence, lessens defects and provides consistency in the production batches.
- Better Delivery: Predictive maintenance and faster workflows reduce delays, which allows fulfilling orders in time.
- Reliability & Trust: Makers will get to supply high-quality products that are consistent with each other and will enhance brand recognition and consumer loyalty.
Types of Manufacturing Software
Manufacturing software provides flexible packages based on the functional and industry specific requirements which assist manufacturers to enhance their efficiency, quality and operational visibility.

By Function
ERP (Enterprise Resource Planning): This assists in centralizing production planning, inventory, procurement, supply chain tracking, and finance. Real-time data becomes superior to schedule, allocating resources, and optimizing costs.
Quality Control Software: Checks the standards of products, traces defects, reviews compliance, and automates the inspection. Analytics reveal the repetitive problems and helps in the ongoing improvement efforts.
Predictive Maintenance Tools: Use IoT sensors, AI, and machine learning to track equipment health, predict failure,s and plan preventive maintenance to minimize downtimes and maximize asset life.
Production Planning and Scheduling: This is the optimization of machine use, labor and raw material requirements to optimize the work processes and to reduce wastage of time.
Higher Integrations: Integrates ERP, quality, and maintenance with CRM, MES and analytics systems to establish a smooth flow of data and transparency of operations.
By Industry
Automobile: ERP and predictive maintenance optimize assembly lines, supply chain logistics and machine uptime. Quality control is performed with high safety standards.
Electronics: Software is used to process a complicated BOM (Bill of Materials), monitor the production accuracy, and promote the reliability of products by monitoring defects.
Pharmaceuticals: ERP and quality control, which is compliance-centered, assists in upholding regulatory quality, batch tracking, and accurate inventory control.
Heavy Machinery: Predictive maintenance software minimizes expensive downtime and the life of the machinery and ERP makes the allocation of resources efficient.
FMCG and Consumer Goods: Real-time inventory, demand projections and quality control: There is timely delivery and uniform product specifications.
Step-by-Step Process to Develop Manufacturing Software
The manufacturing software must be implemented in a systematic, logical manner so as to make the most out of the ERP, quality control, and predictive maintenance system. The following is a detailed step-by-step procedure:
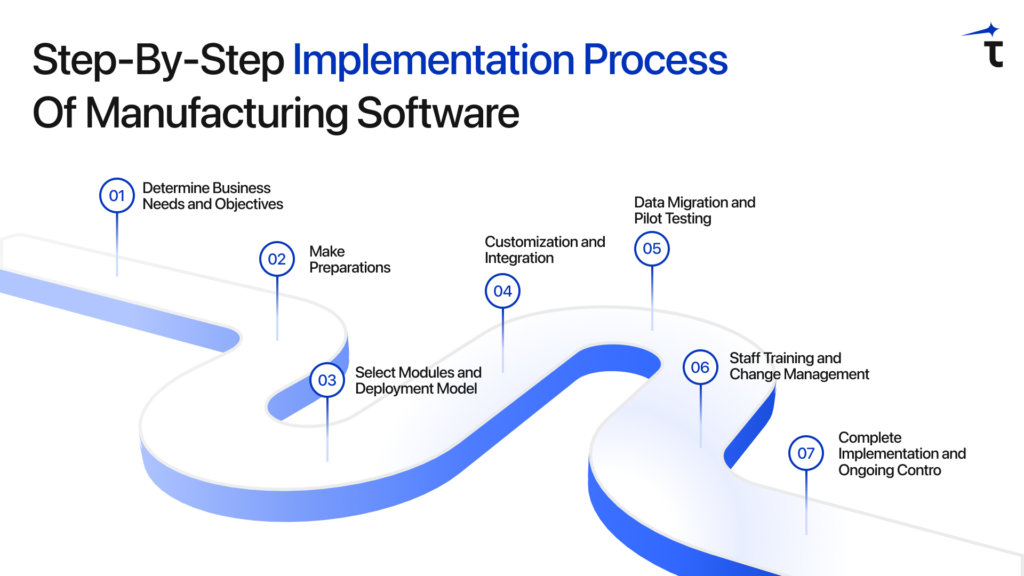
1. Determine Business Needs and Objectives:
Begin with production workflow analysis, supply chain activity, inventory management, and practices. Determine areas of concern, like the high number of machine downtimes, low-quality products, or delays in the procurement process. Have a clear set of outcomes which could be a better operational efficiency, cost reduction, better product quality or regulatory compliance.
2. Make Preparations:
Test your IT infrastructure, network stability, compatibility of machines and data quality. The IoT-enabled equipment is needed in predictive maintenance, whereas ERP and quality control systems demand precise historical information. Evaluate the capabilities and resources of the staff to handle the new system.
3. Select Modules and Deployment Model:
Select software components that align with what you want to achieve: ERP, quality control, predictive maintenance, or production planning. Select cloud deployment, on-premise deployment, or hybrid deployment depending on the scale, budget, and available IT resources.
4. Customization and Integration:
Set up workflows, reports, and dashboards to suit factory work. Connect to existing ERP, MES, CRM, and analytics systems to flow data in a seamless manner. This makes sure that all departments- production to maintenance are running on the same real time data.
5. Data Migration and Pilot Testing:
Load inventory, machine and production data into the system. Carry out a pilot in a single production line or department to ensure that the system works, review workflow loopholes, and solve integration problems.
6. Staff Training and Change Management:
Train operators, engineers, and managers (hands-on). Promote acceptance by providing instructions and tutorials, and continuous encouragement. Conquer resistance by proving the effectiveness and simplified operations.
7. Complete Implementation and Ongoing Control:
Implement the system in all the production units. Monitor KPIs like machine upkeep, flaw rates and stock accuracy. Performance evaluation, optimization of workflows and efficient scaling of operations with the help of dashboards and analytics.
Risks & Challenges in Implementation of Manufacturing Software
The adoption of manufacturing software has the potential to change operations, although it is also associated with a number of challenges, which should be addressed to guarantee success.
Integration to Legacy Systems:
The use of older ERP or production systems is still common among the many manufacturers. The combination of modern software and these legacy platforms can potentially be complex and lead to the emergence of data inconsistencies, workflow interruptions, or slow reporting.
Data Quality & Availability:
Quality control and predictive maintenance systems require accurate and complete data to run the ERP. The quality of data could be low and result in inaccurate inventory monitoring, impaired analytics, and wrong decisions. It is important to have an effective data governance system.
Staff Adoption and Training:
With the most sophisticated software, the employees will not be able to make use of it. The change can be resisted by opposition to change, technical inability, or insufficient familiarity with new interfaces, slowing the adoption process and productivity. Full training interventions are necessary.
Cost & Resource Management:
The cost is related to licensing, customization, integration, hardware, and support costs of software implementation. The underestimation of the resources or budgets can slow down the deployment and lower the ROI.
Regulatory & Compliance Problems:
The pharmaceutical industry, the automobile industry, and the electronics manufacturing are highly regulated industries. It is important to ensure that software can facilitate compliance requirements relating to documentation, quality checks and audits.
Scalability & Flexibility Risks:
Choosing systems that are incapable of expanding the business or being adjusted to any new emerging technologies prevents long-term value.
Best Practices for Successful Implementation of Manufacturing Software
The successful implementation of manufacturing software cannot be achieved only by way of installation, but should be planned, executed carefully and optimized on a regular basis. Best practices help to make sure the ERP, quality control systems and predictive maintenance systems are the most valuable.
Start Small and Scale Strategically:
Start with entirely vital modules like ERP used in inventory and production planning, quality control used in defect management, or predictive maintenance used on main equipment. Conducting a pilot within a single production line or department aids in detecting gaps in the workflow, integration problems, and challenges in adoption. As soon as the pilot is successful, expand to all units and other software modules gradually.
Set Specific Objectives and KPIs:
At the very beginning, it is necessary to set some specific goals that can be measured (e.g., the greater the machine availability, the lower the production errors, the higher the turnover, or the lower the expenses). The monitoring of these KPIs during implementation also enables the software to match expectations and offers actionable information to be taken to improve upon the same.
Focus on Staff Training and Change Management:
The most sophisticated software is useless if staff members cannot use it correctly. Undertake practical training of the operators and engineers, as well as managers. Offer manuals, interactive and continuous support. Address resistance, demonstrating repetitive jobs can be lower and more decision-making can be made when automated.
Assure Data Quality and Governance:
Good reporting, analytics, and predictive maintenance require precise data that is clean. Create data checking in the process of migration and set up the policy of governance of continuous control and upkeep.
Emphasize on Fitting and Interoperability:
The software should be fitted with the current ERP, MES, CRM, and analytics systems. When properly integrated, real-time visibility of production, supply chain, and maintenance functions will be ensured, and this will help in minimizing errors and inefficiencies.
Constant Scanning and Repeated Revision:
After deployment, keep track of KPIs, get employee feedback, and improve processes. Performance, production, and quality indicators of equipment are monitored using dashboards to ensure the system is flexible to the needs of operations.
Key Features & Capabilities of Manufacturing Software
The modern manufacturing software is a combination of various features that can be used to streamline operations, enhance the quality of a product, and streamline resources. The right system incorporates ERP, quality control and predictive maintenance to give end to end operational visibility.

Core Features
ERP Modules:
Inventory management, production planning, procurement, supply chain, and financial. Real-time dashboards prevent bottlenecks, assist managers in making decisions that are data-driven and optimal resource optimization.
Quality Control Tools:
Automation of inspection, defect tracking, and, among other aspects, regulatory compliance. Analytics will help in gaining information on recurrent problems and hence improvement is incessant and the quality of products is uniform.
Predictive Maintenance:
IoT sensors and AI algorithms will be used to check the health of equipment, identify anomalies, and predict failures. This achieves reduced and unplanned downtime, minimized maintenance expenses, and lengthening of the life of the machines.
Production Scheduling:
This is a process that optimizes the placement of machines, labor shifts as well as raw materials, minimizing delays and enhancing efficiency.
Reporting and Analytics:
Dashboards allow prompt information on such KPIs as production efficiency, defect rates, machine utilization, and inventory levels.
Advanced Capabilities
AI and Predictive Analytics:
Examine past data to predict bottlenecks in production and required maintenance and enhance the process of decision-making and efficiency.
IoT Integration:
Real-time health of machines and processes provides the possibility to respond to abnormalities faster and to predictive maintenance notifications.
Automation & Workflow Optimization:
Less manual work in reporting, scheduling, and inventory updates as all employees focus on high-value work.
Cloud-Based Access:
Makes it possible to monitor remotely, integrate multiple sites and to scale as manufacturing expands.
Emerging Trends & Technologies
Nowadays, Manufacturing software development is becoming fast-changing due to technological innovation and the necessity of smart and efficient operations. By keeping on top of such trends, manufacturers will be able to streamline operations, minimize downtime, and improve product quality.
AI and Predictive Analytics:
AI finds its way into ERP, quality control systems, and predictive maintenance systems. AI can be used to analyze past production and maintenance records to predict failures and malfunctions of machines, demand, and resource allocation optimization. This minimizes unplanned downtimes, improves inventory management, and continuity in operations.
IoT-Enabled Smart Factories:
The Internet of Things (IoT) measures machines, follows the environmental conditions, and gathers real-time information. In conjunction with analytics platforms, the IoT will allow predictive maintenance, process optimization, and remote monitoring. Through this technology, manufacturers can act as protectors in anticipating challenges prior to affecting production.
Digital Twins and Simulation:
Digital twins develop virtual copies of an item of manufacturing equipment or a complete production line. They can simulate processes, experiment with processes and discover inefficiencies without affecting actual processes. This assists manufacturers in optimizing performance, waste reduction and enhancing decision-making.
Scalable & Cloud-Based Solutions:
Cloud-based gives manufacturers the ability to scale up effortlessly, remotely access software, and combine various production locations. The cloud solutions save on the cost of infrastructure, facilitate real-time collaboration, and offer adaptable storage of data.
Automation and Robotics Integration:
How times have changed! Advanced manufacturing software nowadays seems to interface more and more with robotics and automated systems, optimizing repetitive tasks, assembly lines and material handling. Integration increases efficiency, lowers the level of human error, and makes the quality of output consistent.
ROI & Business Value of a Manufacturing Software
The returns of investing in manufacturing software are measurable as it will enhance the efficiency of operations, cost reduction, and product quality. The ERP, quality control, and predictive maintenance systems change the way manufacturers utilize resources, production, and customer satisfaction.
Efficiency in Operation and Reduction of Cost:
ERP system consolidates inventory, production planning and supply chain operations, minimizes manual operations, errors, and redundancies. Predictive maintenance reduces unexpected downtimes by anticipating equipment breakages, hence reducing maintenance and improving machine availability. Quality management software minimizes scrap and defects, and this minimizes further operational costs. A combination of these systems enhances cost-efficiency and throughput.
Revenue Growth and Customer Satisfaction:
Good and punctual production ensures customer confidence and recurrence. Quality assurance is done with data in order to maintain consistency between batches, minimizing returns and warranty claims. The manufacturers will be able to react to the needs of the market faster and manage the inventory more efficiently, as well as fulfill the timelines of deliveries, which will result in higher income and better relationships with clients.
Data-Driven Decision Making:
Real-time dashboards on analytics give information on the performance of production, machine use, inventory, and defects. Managers are able to detect bottlenecks, streamline scheduling, and allocation of resources. This understanding can be used to make smarter decisions that can lead to productivity and ROI.
Scalability and Future-Readiness:
Scalability and the ability to add and remove modules in cloud-based and modular manufacturing software enable manufacturers to adapt to new technologies without major IT investments. This flexibility guarantees sustainability in terms of value and the ability to withstand operation.
Choosing the Right Software Partner for Manufacturing Software Development
The right software partner is a key factor in the successful implementation of manufacturing software. The appropriate vendor will guarantee proper deployment, flawless integration, and continuous maintenance to yield the greatest ROI of ERP, quality control, and predictive maintenance systems.
Technical Skills and Industry Experience:
Select partners that have a successful track record in software production and domain expertise. They are expected to be familiar with the production processes, requirements of compliance, supply chain operations, and predictive maintenance.
Integration and Scalability:
An effective partner offers solutions capable of integrating with the current ERP, MES, CRM and analytics systems. Scalable platforms enable the manufacturing companies to add or modify production lines, to embrace new modules or to incorporate new emerging technologies without causing significant disturbances.
Security and Compliance:
Software manufacturing usually deals with sensitive records of operations and products. Make sure that the vendor has strong cybersecurity measures and assists with regulatory requirements, particularly in such industries as pharmaceuticals, automotive, and electronics.
Post-Implementation Support:
Find the partners that will offer training, troubleshooting, frequent updates and optimization of performance. Continuous support guarantees employee adoption, minimizes downtimes and improves the efficiency of the system.
Reputation and References:
Review client portfolios and case studies as well as client reviews. The evaluation provided by current customers can provide the idea of reliability, implementation effectiveness, and quality of the service.
Conclusion
Modern manufacturing software has become the necessity of those companies that aim to achieve control over their operations, efficiency and competitive advantage. All of them (ERP systems, quality control platforms, and predictive maintenance tools) help to simplify production processes, improve product quality, and decrease expenses by reducing mistakes and downtime. Through centralization, manufacturers can see real time inventory, machine operation and processes across the supply chain to make decisions that are based on data and enable improvement of available resources and maximization of output.
Predictive maintenance uses IoT and AI to predict equipment malfunctions to create a continuous supply chain and minimize costly unforeseen maintenance to maintain production. Quality control software achieves compliance with regulations and ensures a stable level of standards, which increases customer trust and satisfaction. In the meantime, the essential functions of procurement, finance, and production planning are integrated in ERP systems that bring a single perspective of operation and allow future expansion by being strategically scaled.
To be successful in implementation and adoption, it is necessary to choose the appropriate software development partner, focus on the training of the staff, and adhere to the best practices. Those manufacturers who have an effective strategic implementation of these technologies are able to record a significant ROI, increased productivity, better products reliability, and market positioning.
FAQs
A software manufacturing assists in controlling production, inventory, quality control and predictive maintenance. It automates processes, minimizes mistakes and offers operational real-time information. It is used by companies of all sizes to streamline the processes and enhance efficiency.
ERP unifies resources, manufacturing, stocks, sourcing, and accounting. It allows making decisions based on data and decreases the number of manual errors. This assists the manufacturers in being efficient in their operations and use of resources.
IoT sensors and AI analytics are used for predictive maintenance to monitor machine health. It predicts future failures even before they happen. This will minimize unplanned downtime and maintenance expenses and maximize the life of the equipment.
It controls compliance of the product, records defects and automates inspections. The software provides uniformity in the products. It assists manufacturers to satisfy customer expectations and regulatory requirements as well.
Yes, contemporary software is compatible with MES, CRM, ERP, and analytics. Integration guarantees the smooth flow of data between the production, maintenance, and the supply chain processes. This will minimise errors and enhance reporting.
Yes, modular and scalable solutions enable a gradual adoption. Small and medium manufacturers may start with the necessary modules. They are also capable of adding functionality as business needs.
Yes, through minimizing downtimes, errors and optimizing of inventory. It also enhances product quality and efficiency. All these advantages add to revenue and cost reduction.
Yes, training is necessary to make the employees familiar and properly use the software. The adoption can be enhanced and mistakes can be minimized through proper training. It also assists in maximizing ROI of the system.
Yes, documentation, audits and industry-specific regulations are supported by quality control and ERP systems. They also guarantee compliance and safety standards. This minimizes operational and legal risks.
They are encryption, secure access controls, and conformance to data protection standards, which are modern software features. It safeguards confidential product and operations information. Security strategies decrease the threat of data breaches.





